您好!欢迎访问西安获德图像技术有限公司官网!
 中文
中文 English
English
自动化控制
免费服务热线
400-8800-716
免费服务热线
400-8800-716 免费服务热线
400-8800-716































基于AI图像处理方式与算法,全面赋能制造业智能数字化融合,把握科技发展脉搏与时俱进。

将目标转换成图像信号进行运算来抽取目标的特征,根据判别的结果来控制现场的设备动作

工业4 0时代下的制造业数字转型
基于AI图像处理方式与算法,全面赋能制造业智能数字化融合,把握科技发展脉搏与时俱进。
人工智能
基于AI图像处理方式与算法,全面赋能制造业智能数字化融合,把握科技发展脉搏与时俱进。
机器视觉
将目标转换成图像信号进行运算来抽取目标的特征,根据判别的结果来控制现场的设备动作
智能制造
工业4 0时代下的制造业数字转型
人工智能
基于AI图像处理方式与算法,全面赋能制造业智能数字化融合,把握科技发展脉搏与时俱进。












新闻资讯
/行业资讯
/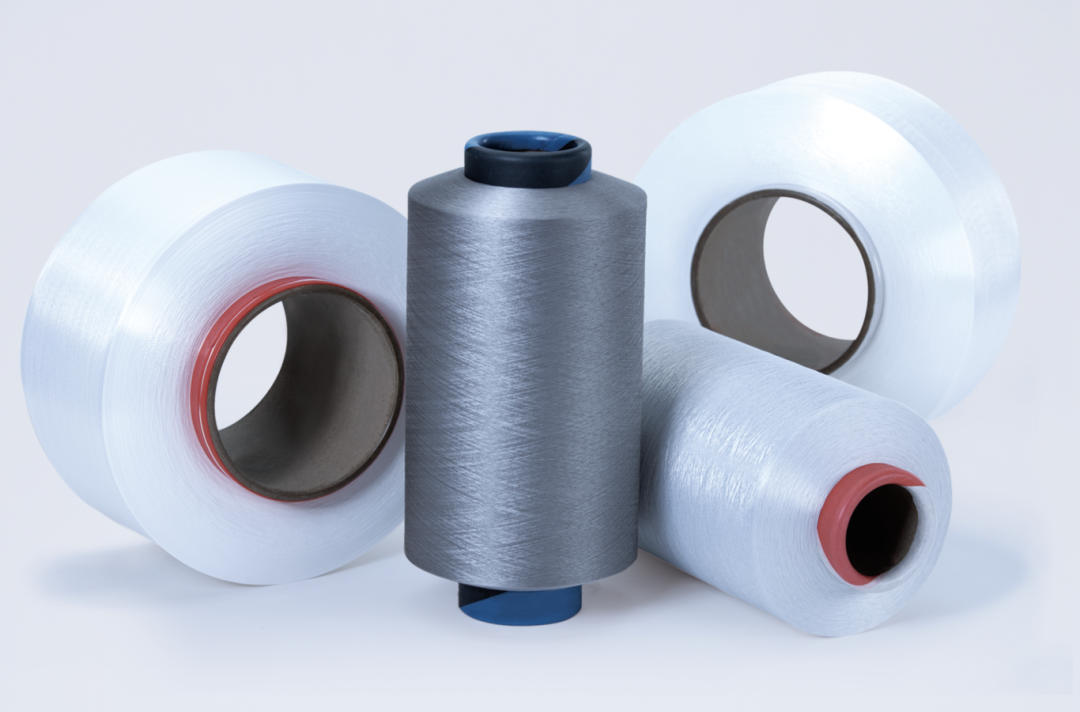
涤纶长丝纺丝在线检测系统告别传统工控机,采用高集成度智能AI相机,能满足4000米每分钟以下涤纶长丝纺丝过程的毛丝检测,实现多线同步、精准溯源与数字化管理,为纺织行业提供高可靠、低成本的全新质检方案。

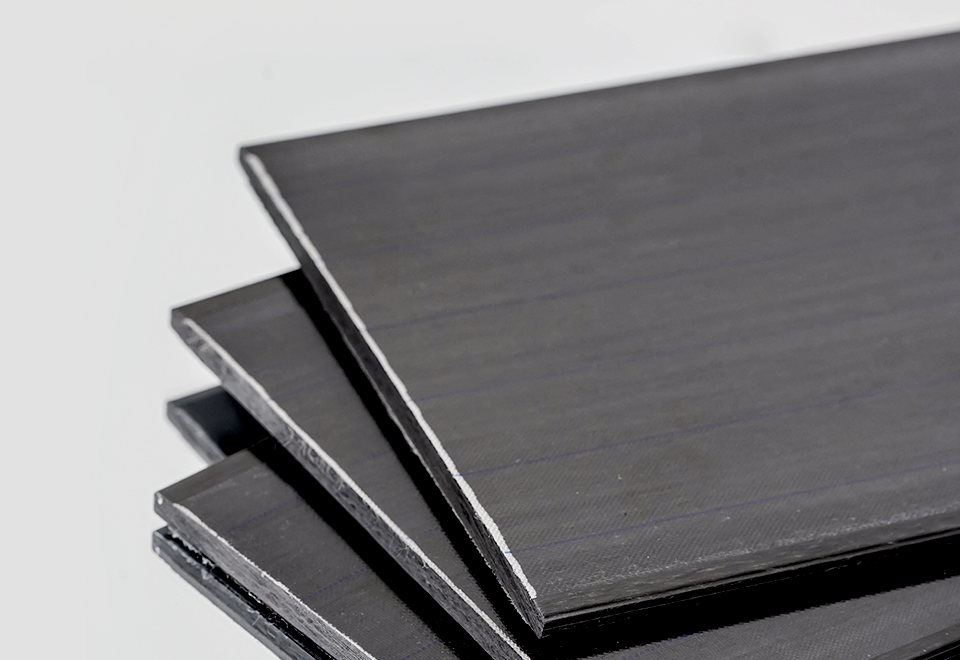
在竞争日益激烈、客户对品质要求近乎苛刻的复合材料市场,质量不再是简单的“合格”,而是企业生存的底线与品牌溢价的核心。碳纤维拉挤板外观检测系统,它不仅是替代人眼的工具,更是赋能企业实现“数字化、智能化质量管理升级”的核心引擎。
涤纶长丝纺丝在线检测系统告别传统工控机,采用高集成度智能AI相机,能满足4000米每分钟以下涤纶长丝纺丝过程的毛丝检测,实现多线同步、精准溯源与数字化管理,为纺织行业提供高可靠、低成本的全新质检方案。
在竞争日益激烈、客户对品质要求近乎苛刻的复合材料市场,质量不再是简单的“合格”,而是企业生存的底线与品牌溢价的核心。碳纤维拉挤板外观检测系统,它不仅是替代人眼的工具,更是赋能企业实现“数字化、智能化质量管理升级”的核心引擎。
碳纤维经编机在线检测系统,基于机器视觉和深度学习算法,实现碳纤维多轴向织物不间断、高一致性的实时在线检测,能够建立可追溯的质量屏障,驱动质量闭环。让缺陷不止于看见!
在涤纶短纤(PSF)生产过程中,环吹风与冷却风的压力波动、均匀性差异以及原料品质等多种因素,常常导致融着丝、并丝、僵丝、柱头丝、浆块、断丝等各类疵点的产生。这些细微缺陷不仅直接影响产品品质,还会降低下
低介电电子布是一种具有低介电常数(Dk)和低介电损耗(Df) 的电子级玻璃纤维布,其核心优势在于能显著减少信号传输过程中的能量损失,提高信号完整性和传输速度,满足现代电子设备对高性能材料的需求。作为高






















 400-8800-716
400-8800-716 









